| ||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||
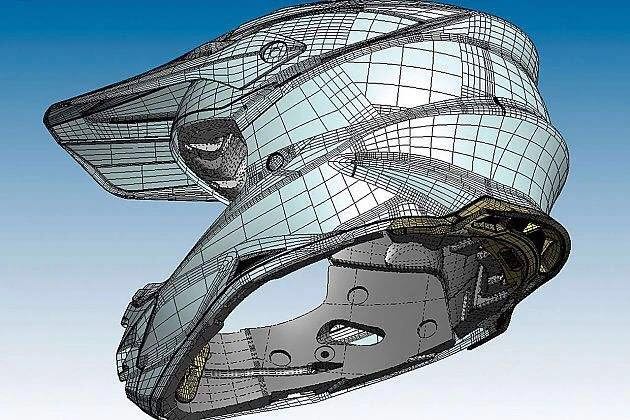
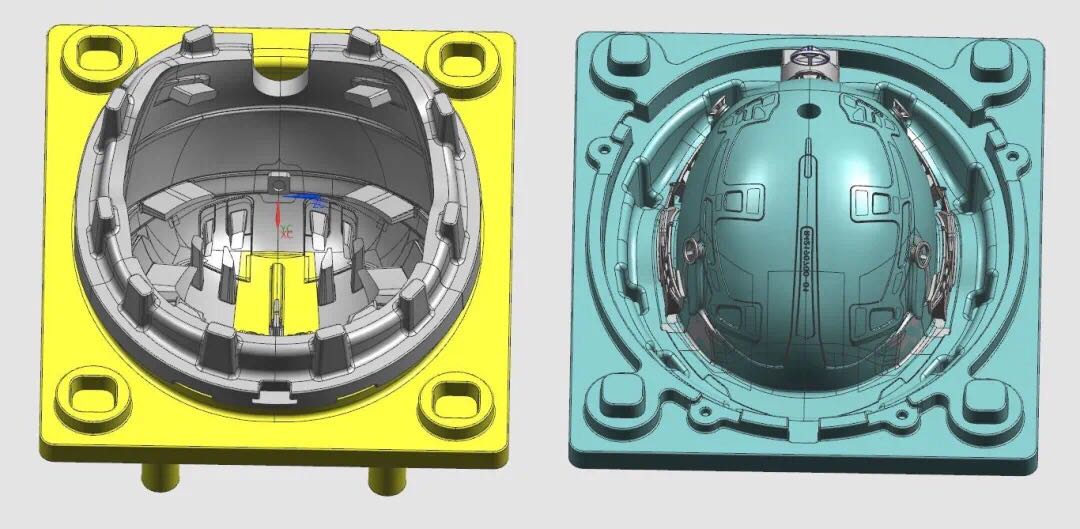
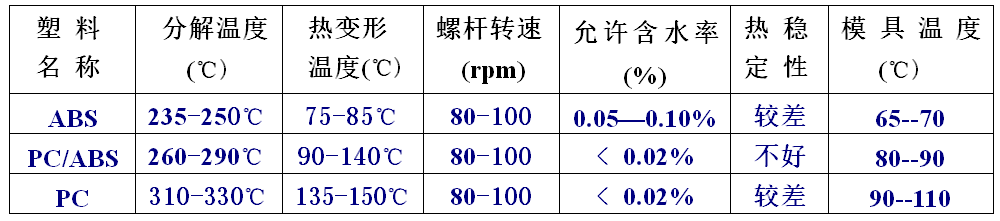
| 安全帽(頭盔)的注塑成型核心技術及品質控制要點
|
| 文章錄入: tonyyu 來源: 點擊:4604 |
爲了确保騎電動自行車(chē)人員(yuán)的交通安全,最近國家頒布了新交規:自2020年6月1日起,電動自行車(chē)駕駛人和乘坐人均需依規佩戴安全頭盔。導緻頭盔的需求量猛然大(dà)增,6月1日之前馬上需要增加近2億隻的用量,以後每年大(dà)約新增3千萬隻的頭盔用量,一(yī)些注塑企業紛紛進入頭盔加工(gōng)行業,緊急擴大(dà)生(shēng)産。 |
|
|
聯系電話(huà):0769-88996485
傳真:0769-22388950
E-mail:tony@inj.cn 本站網址:www.inj.cn 網絡實名:華南(nán)注塑技術顧問 中(zhōng)文域名:華南(nán)注塑技術顧問.cn 通用網址:華南(nán)注塑技術顧問 版權所有:華南(nán)注塑技術顧問CopyRight 2007-2012常年企業律師:企友律師事務所 粵ICP備09074806号 |